Bare Board Testing of Printed Circuit Boards
There are lots of views on testing circuits from both the PCB manufacturer and the user. As a user, a well worn phrase is ‘’they don’t need testing if you can guarantee they are right.’’ As a manufacturer, you can’t guarantee they are right without a test so the ball is back in that side of the court. The cost of the fixture/programme and the time it takes is the issue.
There are two main types of test machine, a pinned fixture and a flying probe. Within these groups are variations such as pin length, diameters, profile, fixture types and voltages on the fixture test and on the flying probe type, it is probe type, multiple probes, number of heads so a few things to consider.
To give a basic appreciation, I will describe both types then put the pros and cons at the end.
 Fixture test
Fixture test
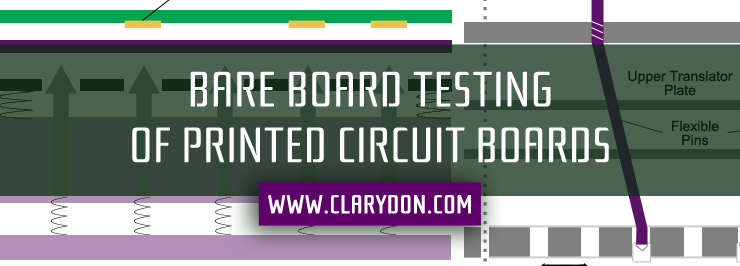
A drill file is created from Gerber data which places a pin at every net end be it a hole or a surface mount pad on the top plate. On a simple board, it may require only a top and bottom plate. (The plate is generally 3mm Perspex or similar). The bottom plate has to line up with the machine matrix which can be a bed of spring loaded nails at normally 2.54mm or 0.1 inch, so the programme will identify the test point and line it up with the nearest matrix point. The test pins in the simplest form are about 35mm long. Using precision spacers, the top and bottom plates are screwed together and headed pins dropped through and located through the bottom plate.
The double plated fixture then locates onto the machine, the programme is loaded and using location pins, the PCBs to be tested are located onto the bed, the platen or top of the test machine applies pressure to the board to ensure a connection and the test run.
On more complex pcbs, multiplate fixtures and longer pins can be utilised to achieve tighter clearances for QFPs and the likes. The additional plates keep the pins separated under compression.
Once set up, the test takes about 5 seconds.
Flying Probe Test
Flying probe testing is as it suggests, a set of flying electrical probes driven to the net ends by a CNC machine using the Gerber data of the PCB. There is a minimum of 2 probes per side,top and bottom. I understand in the development stage there were single sided FP machines but I have only worked with double sided. So probe 1 is driven to the net end and probe 2 to the other net end if it is on the same side. If the net end is through the board, the probe on the other side will drive to that position and a test cycle carried out. The 4 heads work together to give a reasonably fast process. Generally, the test takes between 30 seconds and 2 minutes although on complex multilayers it can be much longer.
Variations of the machines are vertical or horizontal beds, more probes, multi probes where the head is a matrix of pins allowing multiple tests in an area.
There are good reasons to use both types of machine. The biggest advantage of the fixture machine is the speed once it is set up. Also, it is a lot easier to auto load and unload for high volume products.
The biggest disadvantage is the cost in time and materials to make a fixture. The pins are between £1.00 and £3.00 pounds each and some fixtures will need thousands of pins. Also, storage of the fixtures and the cost of keeping them up for repeat jobs can soon end up with a huge inventory.
The biggest disadvantage of the flying probe test is the time per test. Set up is relatively simple and the load and unload, although generally manual, is simple. It does mean that generally, you need someone to stand there all the time which can be a 10 second load unload then 2 minutes watching.
Both machines have their pros and cons and decisions will be based on the volume of the manufacturing.
The Process value
The true value of bare board test as is all test equipment in my view is process control. I know historically a lot of users tend to think of it as a goal keeper to prevent bad boards getting to the customer. Where as this is important, controlling your processes so the PCBs being tested are good is more significant. A good manager will protect his goalkeeper by preventing the ball getting to him through his defence. This draws the parallel. Once you have the test data, it is easy to analyse the problem areas and put resource onto it to control that problem, so, the defence.
This will speed up the whole test process and reduce costs so everyone benefits.
As I always say, this is an appreciation rather than a full analysis of the process, your comments or views are very welcome.
If you want to have more detail, email me direct and I will try to answer your query. Under the eyeglass next month will discuss design for cost effectiveness in PCB Manufacturing…unless someone can suggest a better topic.